检测目的
检测金属零部件的渗氮、渗碳层深度
检测范围
经过渗氮、渗碳或碳氮共渗处理的零部件
试验简介
渗碳、渗氮工艺都是通过热处理工艺,使碳或氮原子扩散渗入工件表层内,从而改变表层的化学成分和组织,获得优良的表面性能(硬度、耐磨性等),而工件心部依然保持原有的力学性能(韧性等)。对于不同用途的工件,其渗层深度要求也不同。渗层过薄则会降低表面性能,表面的防护作用降低,出现表面腐蚀或磨损等形式的失效;渗层过厚则会降低工件心部的力学性能,使用过程中因韧性不足,而出现断裂。因此需要对渗层的深度进行检测,判断是否符合相关要求。
测试标准
|
QC/T 29018-1991 |
汽车碳氮共渗齿轮金相检验 |
|
ISO 2639-2002 |
钢.渗碳层和硬化层深度的测定和检验 |
|
ISO 2639-2002 |
钢.渗碳层和硬化层深度的测定和检验 |
|
GB/T 11354-2005 |
钢铁零件 渗氮层深度测定和金相组织检验 |
|
GB/T 9451-2005 |
钢件薄表面总硬化层深度或有效硬化层深度的测定 |
|
GB/T 5617-2005 |
钢的感应淬火或火焰淬火后有效硬化层深度的测定 |
|
GB/T 9450-2005 |
钢件渗碳淬火硬化层深度的测定和校核钢件渗碳淬火硬化层深度的测定和校核 |
|
GB/T 9095-2008 |
烧结铁基材料渗碳或碳氮共渗硬化层深度的测定及其验证 |
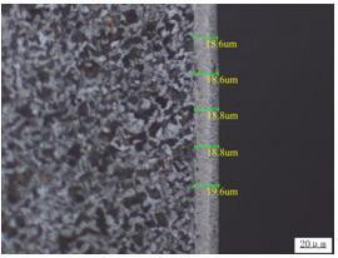
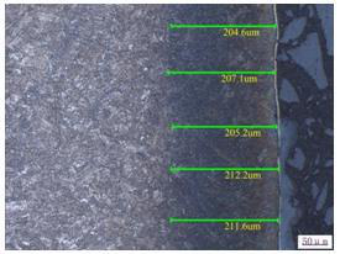
试验图片